




Chưa phân loại
Cách Xử Lý Khi In 3D Bị Warping (Cong vênh)
Cách xử lý khi in 3D bị warping (cong vênh): Phân tích nguyên nhân & giải pháp kỹ thuật toàn diện
1. Warping là gì trong in 3D?
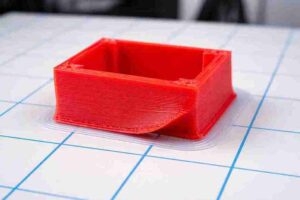
Warping (cong vênh) là hiện tượng vật thể in 3D bị co rút không đồng đều, dẫn đến các góc hoặc cạnh bị nhấc khỏi bàn in (build plate) trong quá trình in hoặc sau khi in xong.
Đây là một trong những lỗi phổ biến nhất trong công nghệ in 3D FDM (Fused Deposition Modeling), đặc biệt khi sử dụng các loại filament có độ co ngót cao như ABS.
2. Cơ chế vật lý gây ra warping
Warping không phải lỗi ngẫu nhiên mà xuất phát từ hiện tượng co nhiệt (thermal contraction) của vật liệu polymer.
Khi filament được đùn ra ở nhiệt độ cao và tiếp xúc với môi trường lạnh hơn:
- Lớp nhựa nóng → nguội nhanh → co lại
- Lớp dưới đã cứng → giữ nguyên kích thước
- → tạo ra ứng suất nội (internal stress)
- → dẫn đến biến dạng hình học (deformation)
Hiện tượng này xảy ra mạnh hơn khi:
- Chênh lệch nhiệt độ lớn
- Diện tích tiếp xúc với bàn in nhỏ
- Vật liệu có hệ số co ngót cao
3. Các yếu tố ảnh hưởng đến warping
3.1. Vật liệu in (Filament)
Mỗi loại filament có đặc tính co ngót khác nhau:
- PLA: Ít cong vênh, dễ in
- ABS: Co ngót cao, dễ warping
- PETG: Trung bình, ít hơn ABS nhưng hơn PLA
- Nylon: Rất dễ cong vênh nếu không kiểm soát tốt
Kết luận: lựa chọn vật liệu là yếu tố tiên quyết.
3.2. Nhiệt độ bàn in (Bed Temperature)
Bàn in không đủ nhiệt sẽ khiến lớp đầu tiên nguội quá nhanh → mất độ bám.
- PLA: ~50–60°C
- ABS: ~90–110°C
- PETG: ~70–85°C
3.3. Nhiệt độ môi trường
Gió, điều hòa hoặc môi trường lạnh làm tăng tốc độ mất nhiệt → tăng nguy cơ warping.
3.4. Độ bám dính bàn in (Bed Adhesion)
Nếu lớp đầu không bám chắc → dễ bị nhấc lên khi co rút.
3.5. Thiết kế mô hình
- Góc vuông, cạnh dài → dễ cong
- Diện tích tiếp xúc nhỏ → dễ bong
4. Dấu hiệu nhận biết warping sớm
- Góc vật thể bắt đầu nhấc lên sau vài lớp đầu
- Xuất hiện khe hở giữa vật và bàn in
- Bề mặt đáy bị cong hoặc không phẳng
- Lớp in bị lệch hoặc tách lớp
-> Phát hiện sớm giúp bạn dừng in kịp thời, tránh lãng phí vật liệu.
5. Giải pháp xử lý warping hiệu quả (theo thứ tự ưu tiên)
5.1. Tối ưu nhiệt độ bàn in
- Tăng nhiệt độ bàn in để giảm tốc độ nguội
- Đảm bảo nhiệt phân bố đều trên toàn bề mặt
-> Đây là giải pháp cơ bản nhưng cực kỳ hiệu quả.
5.2. Sử dụng enclosure (buồng kín)
Buồng kín giúp:
- Giữ nhiệt ổn định
- Giảm ảnh hưởng của gió
- Hạn chế gradient nhiệt
-> Đặc biệt quan trọng khi in ABS hoặc Nylon.
5.3. Cải thiện độ bám dính
Các phương pháp phổ biến:
- Keo dán (glue stick)
- Băng dính Kapton hoặc PEI sheet
- Dung dịch ABS slurry
-> Mục tiêu: tăng lực liên kết giữa lớp đầu và bàn in.
5.4. Sử dụng Brim hoặc Raft
- Brim: tạo viền xung quanh để tăng diện tích bám
- Raft: tạo lớp đế trung gian
-> Rất hiệu quả với chi tiết nhỏ hoặc góc nhọn.
5.5. Điều chỉnh thông số in
- Giảm tốc độ quạt làm mát (cooling fan)
- Tăng nhiệt độ nozzle nhẹ
- Giảm tốc độ in lớp đầu
-> Giúp lớp đầu bám chắc hơn và giảm co rút nhanh.
5.6. Sấy filament trước khi in
Filament ẩm gây:
- Bọt khí
- In không ổn định
- Tăng nguy cơ cong vênh
-> Nên sấy ở:
- PLA: ~40–45°C
- ABS/PETG: ~50–60°C
5.7. Tối ưu thiết kế mô hình
- Bo góc thay vì góc vuông
- Tăng diện tích tiếp xúc
- Thêm chân đế (anchor points)
6. Giải pháp nâng cao (cho kỹ thuật & sản xuất)
6.1. Kiểm soát gradient nhiệt
Sử dụng cảm biến nhiệt để đảm bảo:
- Chênh lệch nhiệt độ giữa các lớp là tối thiểu
- Tránh sốc nhiệt
6.2. Vật liệu kỹ thuật (engineering filament)
Một số loại filament được cải tiến để giảm warping:
- ABS cải tiến (ABS+)
- PLA chịu nhiệt cao
- Filament có phụ gia chống co ngót
6.3. Tối ưu G-code
- Tăng số lớp đầu (initial layers)
- Điều chỉnh flow rate
- Sử dụng skirt để ổn định dòng nhựa
7. So sánh mức độ warping theo vật liệu
| Vật liệu | Mức độ warping | Độ khó in |
|---|---|---|
| PLA | Thấp | Dễ |
| PETG | Trung bình | Trung |
| ABS | Cao | Khó |
| Nylon | Rất cao | Rất khó |
8. Kết luận
Warping là hệ quả trực tiếp của co ngót nhiệt trong quá trình in 3D, nhưng hoàn toàn có thể kiểm soát nếu hiểu đúng bản chất vật lý và tối ưu các yếu tố kỹ thuật:
- Nhiệt độ (bed + môi trường)
- Độ bám dính
- Vật liệu
- Thiết kế & thông số in
-> Trong thực tế sản xuất, việc kết hợp nhiều giải pháp đồng thời sẽ mang lại hiệu quả cao nhất thay vì chỉ áp dụng một phương pháp đơn lẻ.
9. Gợi ý cho doanh nghiệp & người dùng
Nếu bạn thường xuyên gặp lỗi warping:
- Ưu tiên sử dụng filament chất lượng cao, ổn định
- Bảo quản và sấy filament đúng cách
- Đầu tư hệ thống in có kiểm soát nhiệt tốt



