




Nhựa PETG mang lại độ dai (toughness) và khả năng chịu va đập vượt trội cho các chi tiết cơ khí. Tuy nhiên, nó cực kỳ háo nước và có độ nhớt cao, dẫn đến hai “căn bệnh” kinh điển: tơ nhựa (stringing) và tắc đầu phun. Đặc biệt tại vùng khí hậu ẩm như Việt Nam, các thông số mặc định trên Ultimaker Cura thường sẽ thất bại.
Bài viết này đi thẳng vào các thông số cài đặt Cura tối ưu nhất cho PETG. Dữ liệu được chắt lọc từ các tiêu chuẩn quốc tế (Simplify3D, All3DP) và được hiệu chỉnh thực tế trên hệ máy Bowden phổ thông (như Creality Ender 3).
Để đảm bảo thông số trên hoạt động chính xác nhất, bạn có thể tham khảo dòng [Nhựa in 3D PETG CUBIC3 ].
Nhựa PETG Là Gì?
PETG (Polyethylene Terephthalate Glycol) là một loại sợi in 3D phổ biến, được sửa đổi từ PET – vật liệu dùng trong chai nước uống. Nó có đặc tính bền vững, an toàn thực phẩm, ít co ngót (negligible warping). Mặc dù độ bền kéo dãn (Tensile Strength) của PLA nhỉnh hơn một chút, nhưng PETG lại vượt trội hoàn toàn về độ dai (Toughness), khả năng chịu va đập và chịu nhiệt. Theo Simplify3D, PETG có khả năng in ấn 9/10, nhưng cần làm mát vừa phải để tránh vấn đề liên kết lớp.
Lưu Ý Quan Trọng: Sấy Nhựa PETG Trước Khi In
PETG là loại nhựa cực kỳ háo nước (hygroscopic), đặc biệt ở khí hậu ẩm như TP.HCM – dễ hút ẩm dẫn đến popping, stringing nghiêm trọng và tắc đầu phun. Các bước sấy bắt buộc:
- Nhiệt độ: 60-65°C (không vượt 70°C để tránh biến dạng cuộn).
- Thời gian: 4-6 tiếng (ít nhất 4h nếu mới mua).
- Công cụ: Lò sấy filament chuyên dụng, máy hút ẩm hoặc lò nướng gia đình (có quạt). Nếu không sấy, dù setting Cura hoàn hảo cũng thất bại. Đây là bước đầu tiên – 80% lỗi stringing ở VN do ẩm filament.
Ultimaker Cura Là Gì?
Ultimaker Cura là phần mềm cắt lớp miễn phí phổ biến nhất cho máy in 3D FDM, hỗ trợ chuyển đổi mô hình STL thành G-code. Việc điều chỉnh cài đặt trên Cura giúp giảm lỗi in, cải thiện chất lượng, độ cứng, và tránh tắc nghẽn đầu phun. Curaslicers.com nhấn mạnh rằng các cài đặt mặc định cần tinh chỉnh dựa trên loại máy và filament cụ thể để đạt layer bonding tối ưu. Hướng dẫn này tập trung vào Cura phiên bản mới nhất (2025-2026), tương thích với Ender 3.
Để mua máy in 3D hoặc phụ kiện (nozzle hardened cho PETG), xem tại máy in 3D FDM
Cách Thiết Lập Profile Cho PETG Trên Cura
- Mở Cura và chọn menu Vật liệu (Materials) từ thanh công cụ trên cùng.
- Trong phần Vật liệu, chọn Generic và sau đó PETG. Chọn kích thước vòi phun (nozzle size) phù hợp (thường 0.4mm).
- Chuyển sang menu Cài Đặt In (Print Settings) và chọn profile như “Chất Lượng Tiêu Chuẩn” (Standard Quality) với chiều cao lớp 0.2mm.
- Hiển thị tất cả cài đặt bằng cách chọn Hiển Thị Tất Cả (Show All) để chỉnh sửa chi tiết. Các cài đặt mặc định có thể thay đổi tùy máy, nhưng chúng tôi khuyến nghị dựa trên Ender 3.
Bảng Thông Số Khuyến Nghị Cho PETG (Ender 3 Bowden)
Dưới đây là các thông số lý tưởng dựa trên kinh nghiệm cộng đồng và nguồn uy tín (All3DP 2025-2026 update, test thực tế VN). Bắt đầu với chúng và tinh chỉnh qua test.
| Thông Số | Giá Trị Khuyến Nghị | Lý Do |
|---|---|---|
| Nhiệt Độ Vòi Phun (Nozzle Temperature) | 235°C (range 230-245°C) | Đảm bảo dòng chảy tốt mà không gây oozing quá mức; nằm giữa range phổ biến, điều chỉnh theo filament. |
| Nhiệt Độ Giường (Bed Temperature) | 70°C (có thể 75°C nếu kính) | Giảm warping và cải thiện adhesion; PETG ít cong vênh hơn PLA. |
| Tốc Độ In (Print Speed) | 40-50 mm/s | Cân bằng chất lượng và thời gian; chậm hơn để chi tiết sắc nét, giảm stringing. |
| Tốc Độ In Lớp Ban Đầu (Initial Layer Speed) | 20 mm/s | Tăng độ bám lớp đầu, giảm hỏng. |
| Tốc Độ Di Chuyển (Travel Speed) | ≥120 mm/s (tối ưu 100-120 mm/s) | Giảm oozing trong di chuyển không in. |
| Khoảng Cách Rút Lại (Retraction Distance) | 4 – 5 mm (Tối đa 6mm) / 2-3mm (Direct Drive) | Ngăn stringing; dài hơn cho Bowden do khoảng cách xa. |
| Tốc Độ Rút Lại (Retraction Speed) | 25-35 mm/s | Tránh tắc nghẽn; bắt đầu 25mm/s và tăng nếu stringing vẫn nhiều. |
| Combing Mode | Not in Skin hoặc Within Infill | Giảm tơ nhựa bằng cách tránh di chuyển qua bề mặt. |
| Tốc Độ Quạt Làm Mát (Cooling Fan Speed) | 40% – 50% | Cân bằng giữa PLA (100%) và ABS (0%); giúp crystallization mà không gây warping. |
| Tốc Độ Làm Mát Lớp Ban Đầu (Initial Layer Fan Speed) | 0% | Ngăn làm gián đoạn adhesion lớp đầu. |
| Độ Bám Dính Giường (Build Plate Adhesion) | Brim | Tăng độ bám cho lớp đầu; dễ tháo. |
| Chiều Rộng Brim (Brim Width) | 5-6mm | Cân bằng giữa hiệu suất và tiết kiệm vật liệu. |
Chi Tiết Điều Chỉnh Từng Thông Số
Nhiệt Độ (Temperatures)
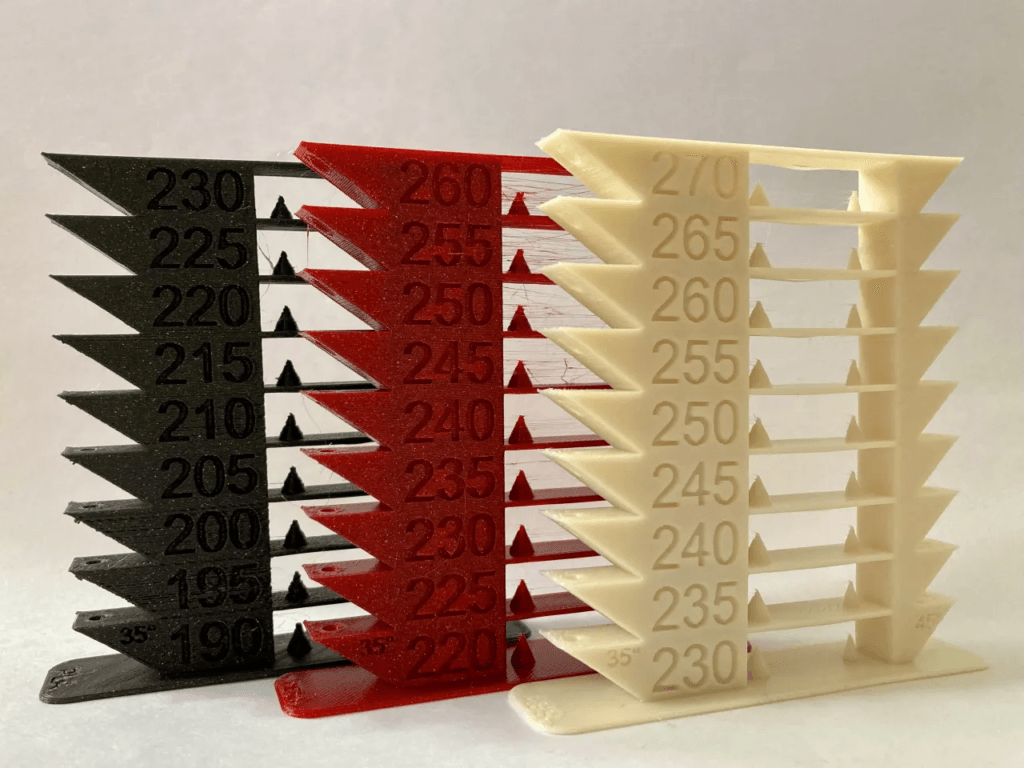
Điều chỉnh nhiệt độ là bước quan trọng nhất. Theo Curaslicers.com và All3DP, bắt đầu với khuyến nghị nhà sản xuất (thường 220-240°C); thử nghiệm với temperature tower để tối ưu. Nếu stringing nhiều, giảm 5-10°C (không dưới 230°C); nếu under-extrusion, tăng lên. Sử dụng test model như tháp nhiệt độ để kiểm tra.
Tốc Độ In (Print Speed)
Giảm tốc độ cải thiện chi tiết. Bắt đầu với 40mm/s cho in chính, 30mm/s cho tường và top/bottom. Travel speed cao (100-120mm/s) giảm rỉ nhựa. Simplify3D khuyên calibrate để tránh blobs.
Xử Lý Rút Sợi (Retraction)
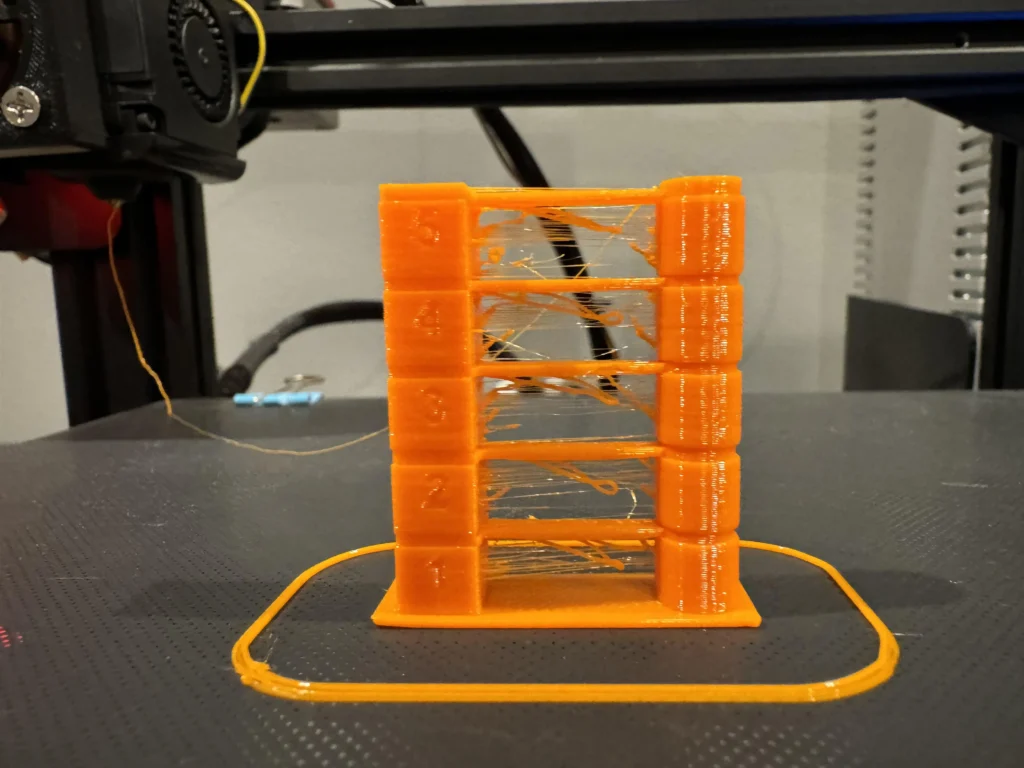
PETG dễ stringing do độ nhớt cao. Bật retraction nhưng giữ khoảng cách bằng hoặc ngắn hơn một chút so với PLA (khoảng 4-5mm) để tránh kẹt nhựa (heat creep). Curaslicers.com gợi ý coasting 0.4-0.6mm để giảm oozing thêm. Test retraction tower nếu vẫn stringing.
Combing Mode (Tối Ưu Đường Di Chuyển)
Đặt thành “Not in Skin” hoặc “Within Infill”. Lệnh này ép đầu phun chỉ di chuyển bên trong phần lõi (infill) của vật thể khi không in, giúp gạt bỏ các sợi tơ nhựa thừa vào bên trong thay vì để lại trên bề mặt ngoài.
Quạt Làm Mát (Cooling)
50% là lý tưởng; tắt cho 4 lớp đầu để adhesion tốt. Tăng dần nếu overhang kém (ví dụ 60% cho bridge).
Độ Bám Dính Giường (Adhesion)
Sử dụng brim cho PETG để chống warping. Chiều rộng 5-6mm đủ cho hầu hết mô hình. Khoảng cách lớp đầu tiên (Z-Offset): PETG có độ bám dính cực kỳ cao. Nếu ép mũi in quá sát mặt bàn như khi in PLA, nhựa sẽ dính chết vào mặt kính hoặc PEI, gây hỏng bàn in khi gỡ. Hãy tinh chỉnh Z-Offset cao hơn PLA khoảng 0.02 – 0.05mm (thường +0.03mm) để sợi nhựa được “đặt” nhẹ nhàng lên bề mặt.

Bảng So Sánh Thông Số PETG Với PLA
Dựa trên Curaslicers.com và kinh nghiệm VN:
| Thông Số | PETG | PLA | Lý Do Khác Biệt |
|---|---|---|---|
| Nhiệt Độ Vòi Phun | 235°C | 200°C | PETG nhớt cao hơn, cần nhiệt cao để chảy. |
| Nhiệt Độ Giường | 70°C | 50-60°C | PETG ít warping nhưng cần adhesion mạnh. |
| Tốc Độ In | 40-50 mm/s | 60-80 mm/s | PETG chậm hơn để giảm stringing. |
| Quạt Làm Mát | 50% | 100% | PETG cần làm mát vừa để layer bonding tốt. |
| Retraction Distance (Bowden) | 4-5mm | 5mm | PETG dễ oozing hơn, cần retraction mạnh. |
Khắc Phục Sự Cố Phổ Biến (Troubleshooting) – Tập Trung Stringing
- Tơ Nhựa (Stringing): Nguyên nhân chính ở VN: ẩm filament + nhiệt cao.
Khắc phục: Sấy khô trước, giảm nhiệt 5-10°C, tăng retraction distance 0.5-1mm, bật coasting 0.4mm, tăng travel speed lên mức tối đa cho phép (khoảng 120mm/s). Test retraction/stringing tower. Hình ảnh minh họa vấn đề stringing trước/sau fix:
- Oozing/Blobs: Tăng travel speed, dùng dynamic retraction. Test single-wall để calibrate.
- Warping/Adhesion Kém: Tăng bed temp lên 75°C, dùng glue stick hoặc brim rộng hơn. Tắt fan lớp đầu.
- Under-Extrusion: Tăng nhiệt độ, kiểm tra tắc nghẽn (do ẩm). Simplify3D khuyên disable fan cho lớp đầu lớn.
- Bridging Kém: Giảm tốc độ 30mm/s cho bridge, tăng fan lên 60%.
Lời Khuyên: Luôn in test như temperature tower hoặc retraction tower trước mô hình lớn. Nếu vấn đề kéo dài, kiểm tra phần cứng (nozzle sạch, filament khô).
Hỏi Đáp (FAQ) – Câu hỏi thường gặp về in PETG trên Cura
- PETG có cần enclosure không? Không bắt buộc, nhưng enclosure giúp ổn định nhiệt độ ở khí hậu VN, giảm warping và stringing (đặc biệt mùa mưa).
- Làm sao giảm stringing PETG hoàn toàn? Kết hợp: sấy khô filament, retraction 4-5mm + coasting 0.4-0.6mm, combing “Not in Skin”, nhiệt độ 230-235°C, travel speed cao. Test retraction tower là cách tốt nhất.
- Z-offset PETG bao nhiêu là chuẩn? Thường +0.02 đến +0.05mm so với PLA (ví dụ +0.03mm). PETG bám chặt, nếu quá sát sẽ dính chết bàn in.
- Profile Cura PETG tải về ở đâu? Tải từ All3DP hoặc tự export từ setting trên. Bắt đầu với profile Generic PETG rồi tinh chỉnh theo bảng này.
- In PETG Ender 3 có khó hơn PLA không? Khó hơn do stringing và adhesion, nhưng sau calibrate (sấy + retraction tower) thì bền và đẹp hơn PLA nhiều.
- Nhiệt độ giường PETG bao nhiêu nếu bàn PEI? 70-75°C là ổn; PEI bám tốt, có thể giảm brim nếu adhesion đã chắc.
Kết Luận & Checklist Calibrate PETG
Với các cài đặt này, bạn có thể đạt chất lượng in PETG tối ưu trên Cura, giảm lỗi và tăng độ bền. Hãy tinh chỉnh dựa trên filament cụ thể và máy in của bạn (bắt đầu từ sấy nhựa → test tower → điều chỉnh retraction). Nếu cần profile Cura PETG tải về (.curaprofile), tham khảo All3DP hoặc tự export từ setting trên. Chúc bạn in thành công!
Checklist Calibrate PETG Nhanh (Dành cho Ender 3):
- Sấy filament 60-65°C, 4-6h → Kiểm tra.
- Temperature tower test (230-250°C) → Chọn temp ít stringing nhất.
- Retraction tower test (3-6mm distance, 25-35mm/s speed) -> Tối ưu stringing.
- In test cube với brim + Z-offset +0.03mm → Kiểm tra adhesion.
- In mô hình thực tế (ví dụ functional part) → Fine-tune fan/coasting nếu cần.






