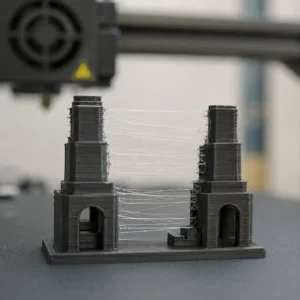
Bạn đang in PETG cho linh kiện chịu lực hoặc TPU cho gasket đàn hồi, nhưng liên tục gặp lớp in yếu, khe hở, tiếng click từ Bộ đùn nhựa (extruder), hoặc tắc đầu phun hoàn toàn?
Với PETG, kẻ thù lớn nhất là độ ẩm cao (thường 70-90% ở TP.HCM) và hiện tượng lan nhiệt (heat creep). Trong khi đó, tính dẻo của TPU lại dễ gây trượt bánh răng (slip) hoặc đùn ứ (buckling) ngay tại cụm extruder.
Bài viết này kết hợp kiến thức chuyên sâu vật lý (từ Simplify3D, All3DP) với kinh nghiệm thực tế từ Cubic3 đã fix cho các khách hàng dùng Ender 3, Anycubic, Prusa tại TP.HCM và Hà Nội. Chúng ta tập trung 70-80% vào PETG loại Nhựa in phổ biến nhưng cũng dễ gặp lỗi do các đặc điểm vật lý của dòng nhựa này.
1. Bản Chất Vật Lý: Tại Sao PETG & TPU Dễ Gặp Lỗi Này?
Hiểu rõ cơ chế sẽ giúp bạn fix nhanh thay vì thử mò liên tục.
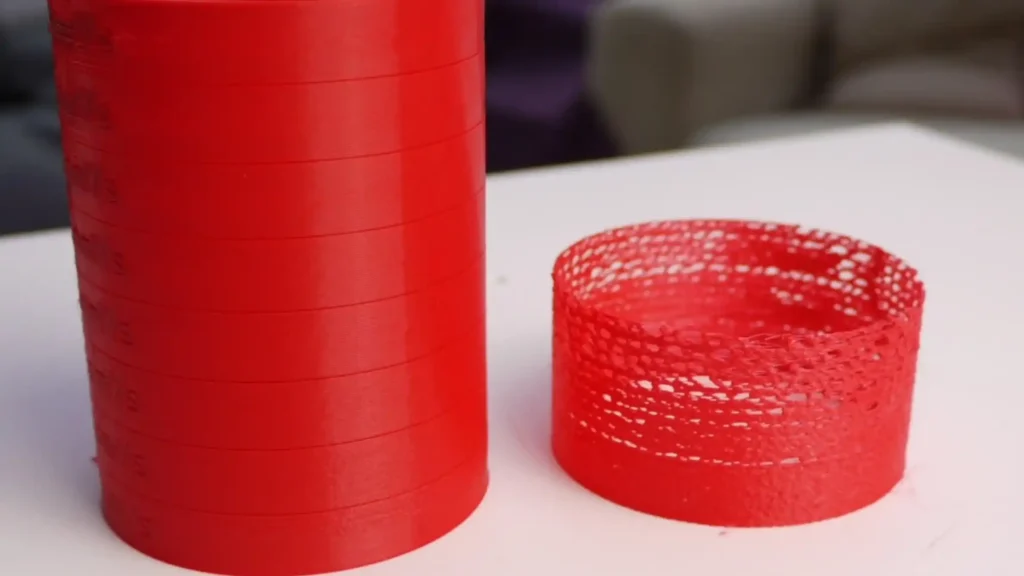
- PETG hút ẩm cực mạnh (Hygroscopic): PETG hấp thụ nước từ không khí rất nhanh. Khi đi qua Khối gia nhiệt (heater block) ở 230–250°C, nước sôi đột ngột tạo ra các vi bọt khí (micro-bubbles). Những bọt này phá vỡ dòng chảy liên tục, gây under-extrusion cục bộ (bề mặt rỗ) và tắc nghẽn cục bộ (partial clog). Ở khí hậu Việt nam, cuộn nhựa để ngoài chỉ 2–3 ngày đã đủ ẩm nặng.
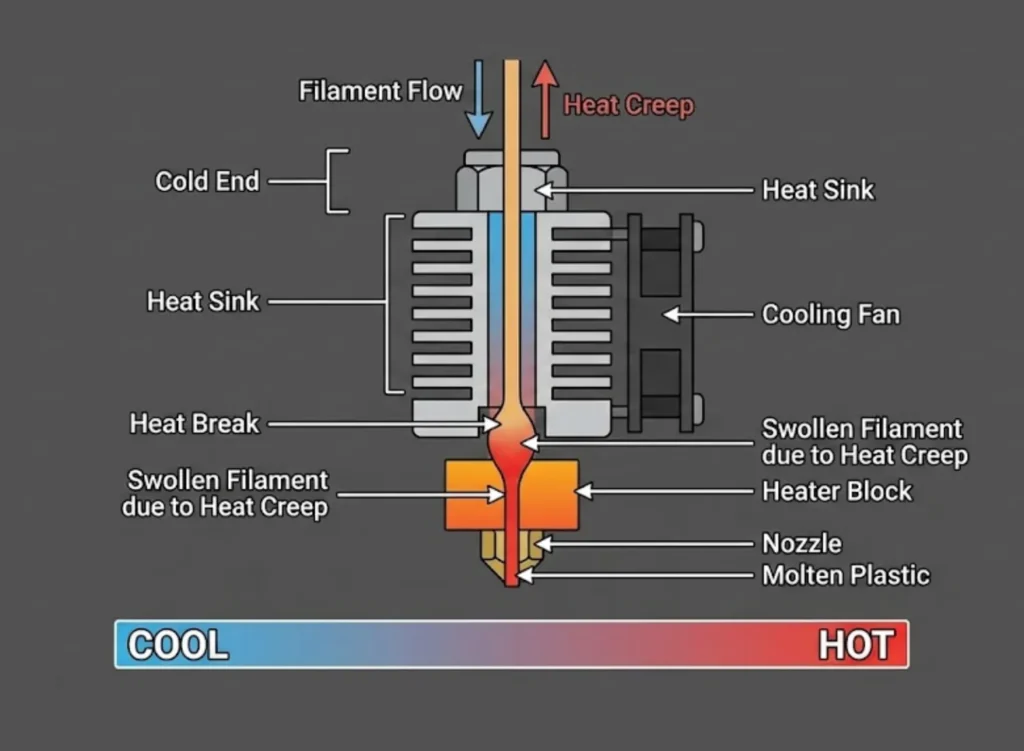
- Heat Creep (Lan nhiệt ngược): Nhiệt từ Khối gia nhiệt (heater block) lan lên vùng lạnh (heatsink) nếu tản nhiệt kém. Sợi nhựa bị mềm quá sớm trước khi vào vùng nóng chảy, phình to ra và dính chặt vào ống PTFE, gây tắc cứng. Do PETG có độ nhớt cao và độ bám dính lớn nên hiện tượng này càng nghiêm trọng hơn.
- TPU đàn hồi: Lực ép từ bánh răng quá mạnh nhưng tốc độ đùn chậm → Sợi nhựa bị uốn cong hoặc cuộn lại ngay dưới bánh răng (buckling) → under-extrusion nặng, kèm tiếng click liên tục.
2. Nguyên Nhân Cốt Lõi & Giải Pháp Kỹ Thuật (Focus PETG)
Phân loại theo thứ tự ưu tiên fix: Filament → Phần cứng → Slicer.
2.1. Vấn Đề Từ Nhựa in (Thủ Phạm Số 1 Ở Việt Nam)
- Nhựa bị ẩm: Chiếm 60–70% các case under-extrusion và clogging.
- Đường kính không đều (> ±0.05 mm): Nhựa in (Filament) giá rẻ dễ gây lực đẩy dao động.
- Tạp chất: Nhựa kém chất lượng dễ cháy khét, tích tụ cặn.
Giải pháp:
- Sấy khô PETG ở 50–65°C trong 4–6 giờ (dùng dry box hoặc lò sấy filament). In trực tiếp từ dry box.
- Đo đường kính bằng thước kẹp tại nhiều điểm trên cuộn.
- Ưu tiên Cuộn nhựa dung sai chặt (±0.03 mm) như dòng PETG của Cubic3.
Trong thực tế, các dòng PETG có kiểm soát dung sai chặt như PETG của CUBIC3 thường cho lực đùn ổn định hơn và giảm đáng kể hiện tượng tắc đầu phun.
Bạn có thể tham khảo link sản phẩm tại: https://cubic3.vn/danh-muc/cuon-in-3d/cuon-in-3d-petg
2.2. Vấn Đề Phần Cứng
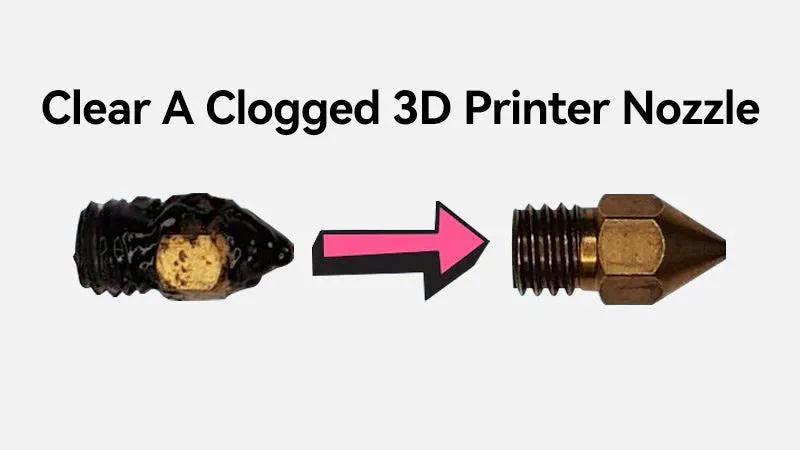
- Nozzle tắc: Cặn carbon từ PETG cháy hoặc bụi bẩn.
- Extruder slip: Tension lỏng (PETG) hoặc chặt quá (TPU bị nghiền).
- Ống PTFE/Bowden thoái hóa: Biến dạng do nhiệt cao lâu dài.
- Heat creep: Quạt heatsink yếu hoặc enclosure quá nóng.
Giải pháp chính:
- Cold Pull – phương pháp vệ sinh nozzle hiệu quả nhất:
- Nâng nhiệt nozzle lên 230–240°C (cho PETG).
- Đút một đoạn Sợi nhựa sạch (PETG trắng hoặc Nylon).
- Hạ nhiệt xuống 90–100°C (trạng thái bán rắn).
- Rút mạnh và nhanh. Cặn bẩn sẽ dính theo nhựa in ra ngoài. Lặp 3–5 lần đến khi nhựa được rút ra sạch sẽ, có hình dạng rõ nét của buồng nozzle.
- Điều chỉnh tension: Siết chặt hơn cho PETG (tránh slip), nới lỏng cho TPU (tránh nghiền nát).
- Thay nozzle 0.4–0.6 mm (0.6 mm giảm áp suất ngược, rất tốt cho PETG/TPU).
- Dùng ống Capricorn chịu nhiệt, vệ sinh heatsink, bật quạt extruder 100% khi khởi động.
2.3. Cấu Hình Slicer (Cura / PrusaSlicer)
- Retraction: PETG dễ stringing → nhiều người tăng quá mức gây partial clog.
- Flow rate: Thường cần bù +2–5%.
- Nhiệt độ: 230–250°C nozzle, 80–90°C bed.
- Tốc độ: 40–60 mm/s (cao hơn dễ clog).
Thông số khuyến nghị (dựa All3DP & Simplify3D 2025–2026):
- Direct Drive: Retraction 1–3 mm, tốc độ rút 25–40 mm/s.
- Bowden: Retraction 4–7 mm, tốc độ rút 25–40 mm/s (tốc độ quan trọng hơn khoảng cách).
- Flow multiplier: Bắt đầu 100%, tăng dần 102–105% nếu còn khe hở.
- Fan: 20–50% (PETG không cần fan mạnh, tránh delamination).
- Test: In retraction tower, temp tower, calibration cube để tinh chỉnh.
3. Bảng Tổng Hợp Thông Số Khắc Phục (Focus PETG)
| Nguyên nhân | Giải pháp kỹ thuật (PETG focus) | Lưu ý thực tế VN / Nguồn |
|---|---|---|
| Filament ẩm | Sấy 50–65°C / 4–6h, dùng dry box | Thủ phạm số 1 ở độ ẩm 80% TP.HCM – All3DP |
| Nozzle clog | Cold pull, thay nozzle 0.4–0.6 mm | 0.6 mm giảm clog – Simplify3D |
| Heat creep | Tăng quạt heatsink 100%, silicone sock | Ưu tiên tản nhiệt – All3DP |
| Retraction sai | Direct: 1–3 mm / Bowden: 4–7 mm, speed 25–40 mm/s | Tránh >7 mm Bowden – All3DP 2025 |
| Extruder slip | Vệ sinh gear, tension vừa (chặt PETG, lỏng TPU) | Tiếng click → tăng tension PETG – Anycubic |
| Flow thấp | Tăng 102–105%, calibrate E-steps | Bù khe hở lớp – Simplify3D |
4. Case Study Thực Tế Tại Cubic3
- Trường hợp 1 (TP.HCM):
In chi tiết chịu lực bằng PETG bị thiếu nhựa và rỗ bề mặt do nhựa hút ẩm (để ngoài 3 ngày).
Khắc phục: Sấy 6 giờ, tăng lưu lượng nhựa +3%, chỉnh rút nhựa 2 mm (máy direct drive).
Kết quả: In liên tục 8 giờ mượt, không tắc đầu phun, độ bám lớp tăng khoảng 50%. - Trường hợp 2 (Hà Nội):
In gioăng TPU bị gập sợi và tắc đầu phun do chỉnh lực kẹp quá chặt.
Khắc phục: Nới lực kẹp, giảm tốc xuống 30 mm/s, kéo nguội làm sạch đầu phun.
Kết quả: Tránh được 4 lần in hỏng, tiết kiệm chi phí thay đầu phun (~150.000đ).
Kết luận: Filament chất lượng (Cubic3 PETG ±0.03 mm, sấy sẵn) + calibrate đúng giúp giảm lỗi đến 80%.
5. Phòng Ngừa Dài Hạn & Checklist Nhanh
- Luôn sấy Cuộn nhựa trước in, đặc biệt PETG/TPU.
- Vệ sinh nozzle mỗi 20–30 giờ in, extruder gear hàng tháng.
- Calibrate E-steps/flow hàng quý.
Checklist trước mỗi lần in:
- Đo đường kính filament.
- Sấy khô nếu nghi ẩm.
- Cold pull nếu nghe tiếng lạ.
- Test retraction tower.
- In trực tiếp từ dry box.
FAQ (Câu Hỏi Thường Gặp)
- Clogging khác under-extrusion thế nào? Clogging là tắc hoàn toàn (không ra nhựa), under-extrusion là ra ít → khe hở/giòn lớp. Cả hai thường bắt nguồn từ ẩm PETG.
- In TPU có dễ clog hơn PETG? Không clog nhiều bằng, nhưng buckling/under-extrusion dễ hơn do mềm. Fix bằng tension lỏng + tốc độ thấp.
- Máy Ender 3 in PETG tốt không? Tốt nếu nâng cấp direct drive, dùng enclosure nhẹ (tránh heat creep), và dry box bắt buộc.
- Heat creep fix thế nào? Tăng tốc độ quạt tản nhiệt phần trên (heatsink) lên cao nhất, gắn vỏ silicone bao quanh khối nóng, và giảm nhiệt trong hộp in nếu có enclosure kín.
- Chi phí fix trung bình? 100–500k (nozzle + ống Capricorn), nhưng tiết kiệm thời gian và giảm in hỏng nhiều hơn.
Tóm Lại
Clogging và under-extrusion trên PETG/TPU là bài toán nhiệt động lực học + cơ học, không phải lỗi ngẫu nhiên. Ưu tiên: Giữ Cuộn nhựa khô → calibrate phần cứng (cold pull, tension) → tinh chỉnh slicer (retraction thấp, flow bù).
Sử dụng Cuộn nhựa chuẩn như Cubic3 giúp thông số mặc định chạy mượt mà ngay. Áp dụng các bước trên, lỗi sẽ giảm đáng kể ở khí hậu Việt Nam.