




KIẾN THỨC
PETG Bị Kéo Tơ? 7 Nguyên Nhân Và Cách Khắc Phục
PETG là loại nhựa in 3D được ưa chuộng nhờ độ bền cao, khả năng chịu va đập tốt và bề mặt thành phẩm đẹp.
Trong quá trình in, nhiều người dùng thường gặp phải tình trạng PETG bị kéo tơ (Stringing)
=> Khiến sản phẩm xuất hiện các sợi nhựa mỏng như mạng nhện giữa các chi tiết.
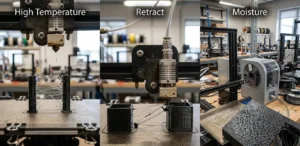
Tình trạng PETG bị kéo tơ thường liên quan đến nhiệt độ đầu phun, cài đặt Retract, độ ẩm của filament hoặc chất lượng vật liệu sử dụng.
Trong bài viết này, hãy cùng tìm hiểu 7 nguyên nhân khiến PETG bị kéo tơ, cách khắc phục hiệu quả cũng như các thông số in PETG giúp hạn chế Stringing và nâng cao chất lượng bản in 3D.
PETG Bị Kéo Tơ Là Gì?
Kéo tơ là một trong những lỗi phổ biến nhất khi in 3D bằng nhựa PETG.
Hiện tượng này xuất hiện khi đầu in di chuyển giữa các vị trí khác nhau nhưng vẫn có một lượng nhựa nóng chảy tiếp tục chảy ra ngoài, tạo thành những sợi nhựa mỏng giống như mạng nhện bám trên bề mặt sản phẩm.
Để khắc phục hiệu quả, trước tiên cần hiểu rõ hiện tượng này:
Hiện tượng kéo tơ (Stringing) trong in 3D
Stringing là hiện tượng xuất hiện các sợi nhựa mảnh nối giữa các chi tiết trên mô hình in 3D.
Đặc điểm của hiện tượng này gồm:
- Các sợi nhựa mỏng xuất hiện giữa hai vị trí mà đầu in di chuyển qua.
- Thường gặp khi in PETG do vật liệu được in ở nhiệt độ khá cao.
- Xuất hiện nhiều hơn ở các mô hình có khoảng trống lớn hoặc nhiều chi tiết tách rời.
- Có thể xảy ra khi nhiệt độ đầu phun quá cao hoặc cài đặt Retract chưa phù hợp.
Dấu hiệu nhận biết PETG bị kéo tơ
- Xuất hiện các sợi nhựa mỏng giống mạng nhện trên mô hình.
- Các khoảng trống giữa các chi tiết bị nối bằng sợi nhựa.
- Bề mặt sản phẩm có nhiều nhựa thừa bám dính.
- Sau khi gỡ bỏ sợi nhựa vẫn còn các điểm lồi nhỏ trên bề mặt.
- Chi tiết in không còn sắc nét như thiết kế ban đầu.
Ảnh hưởng đến chất lượng sản phẩm in
- Làm giảm tính thẩm mỹ của sản phẩm.
- Tăng thời gian vệ sinh và xử lý sau in.
- Làm bề mặt sản phẩm kém mịn và kém chuyên nghiệp.
- Ảnh hưởng đến độ chính xác của các chi tiết nhỏ.
- Là dấu hiệu cảnh báo các vấn đề về vật liệu hoặc cài đặt máy in.
Khi nhiệt độ đầu phun quá cao, sẽ xảy ra hiện tượng nhựa in bị kéo tơ trong quá trình in
7 Nguyên Nhân Khiến PETG Bị Kéo Tơ Và Cách Khắc Phục
Việc xác định đúng nguyên nhân sẽ giúp bạn xử lý nhanh chóng và hạn chế tình trạng kéo tơ tái diễn trong những lần in tiếp theo.
Nhiệt độ đầu phun quá cao
Vì sao nhiệt độ cao gây kéo tơ?
Khi nhiệt độ đầu phun quá cao:
- Nhựa PETG nóng chảy quá mức.
- Độ nhớt của vật liệu giảm mạnh.
- Nhựa dễ rò rỉ ra khỏi đầu nozzle khi đầu in di chuyển.
- Các sợi nhựa mỏng hình thành giữa các chi tiết trên mô hình.
Cách điều chỉnh nhiệt độ phù hợp
Để giảm hiện tượng kéo tơ, bạn nên:
- Giảm nhiệt độ đầu phun từng bước 5°C.
- In thử Temperature Tower để tìm mức nhiệt tối ưu.
- Theo dõi chất lượng bề mặt sau mỗi lần điều chỉnh.
- Tránh giảm nhiệt quá thấp vì có thể gây thiếu nhựa hoặc giảm độ bám lớp.
Thông thường, PETG hoạt động ổn định trong khoảng 220°C – 250°C tùy từng loại vật liệu.
Cài đặt Retract chưa tối ưu
- Nhựa không được kéo ngược đủ trước khi đầu in di chuyển.
- Áp suất bên trong đầu phun vẫn còn cao.
- Nhựa tiếp tục chảy ra ngoài trong quá trình Travel.
- Xuất hiện nhiều sợi nhựa giữa các chi tiết.
Sợi nhựa PETG bị ẩm
Dấu hiệu nhận biết nhựa hút ẩm
- Nghe tiếng lách tách khi in.
- Bề mặt sản phẩm sần sùi bất thường.
- Xuất hiện nhiều sợi kéo tơ hơn bình thường.
- Đường đùn nhựa không ổn định.
- Chất lượng bản in giảm rõ rệt sau thời gian dài bảo quản.
Cách sấy PETG hiệu quả
Để xử lý PETG bị ẩm:
- Sấy nhựa ở nhiệt độ 60°C – 70°C.
- Thời gian sấy từ 4 – 6 giờ.
- Sử dụng máy sấy filament chuyên dụng nếu có.
- Bảo quản trong hộp kín cùng hạt hút ẩm sau khi sấy.
Việc sấy nhựa đúng cách thường giúp giảm đáng kể hiện tượng kéo tơ.
Travel Speed quá thấp
Tác động đến quá trình di chuyển đầu in
Nếu Travel Speed quá thấp:
- Đầu in di chuyển lâu hơn giữa các vị trí.
- Nhựa nóng chảy có nhiều thời gian rò rỉ ra ngoài.
- Các sợi nhựa dễ hình thành hơn.
- Mức độ kéo tơ tăng lên rõ rệt.
Mức thiết lập khuyến nghị
Để hạn chế kéo tơ:
- Tăng Travel Speed lên mức phù hợp với máy.
- Ưu tiên tốc độ từ 120 – 200 mm/s.
- Kiểm tra độ rung của máy sau khi tăng tốc độ.
- Kết hợp tối ưu Retract để đạt hiệu quả tốt nhất.
Flow Rate quá cao
Hiện tượng đùn nhựa dư
Khi Flow Rate quá cao:
- Lượng nhựa đùn ra nhiều hơn bình thường.
- Đầu phun tích tụ nhựa thừa.
- Nhựa dễ kéo thành sợi khi đầu in di chuyển.
- Bề mặt sản phẩm có thể xuất hiện hiện tượng phồng hoặc lem nhựa.
Cách hiệu chỉnh Flow
- Thực hiện bài test Flow Calibration.
- Giảm Flow từng bước 1 – 2%.
- Quan sát độ chính xác của thành vách sản phẩm.
- Không giảm quá nhiều để tránh thiếu vật liệu.
Chất lượng sợi nhựa không ổn định
Các vấn đề thường gặp ở vật liệu
- Đường kính sợi không đồng đều.
- Hàm lượng tạp chất cao.
- Nhựa dễ hút ẩm.
- Chất lượng sản xuất không ổn định giữa các lô hàng.
Cách lựa chọn PETG chất lượng
- Nhà sản xuất uy tín.
- Đường kính sai số thấp (±0.02 mm hoặc ±0.03 mm).
- Bao bì hút chân không kín.
- Có thông tin kỹ thuật và nhiệt độ in rõ ràng.
- Được cộng đồng người dùng đánh giá tốt.
Đầu nozzle bị bẩn hoặc mòn
Dấu hiệu nhận biết
- Xuất hiện kéo tơ dù thông số in không thay đổi.
- Nhựa đùn ra không đều.
- Đầu phun bám nhiều nhựa cháy.
- Bề mặt bản in xuất hiện các lỗi bất thường.
- Nozzle đã sử dụng trong thời gian dài.
Cách vệ sinh và thay thế
- Vệ sinh đầu nozzle định kỳ.
- Thực hiện Cold Pull khi cần làm sạch sâu.
- Loại bỏ nhựa cháy bám bên ngoài đầu phun.
- Thay nozzle mới nếu bị mòn hoặc biến dạng.
- Kiểm tra tình trạng đầu phun sau mỗi đợt in số lượng lớn.

Bạn nên vệ sinh đầu phun tránh tình trạng kẹt nhựa gây stringing
Thông Số In PETG Hạn Chế Kéo Tơ Hiệu Quả
Nếu thiết lập phù hợp, bạn có thể giảm đáng kể tình trạng stringing mà không cần thay đổi vật liệu hoặc phần cứng.
Nhiệt độ đầu phun khuyến nghị
Để hạn chế kéo tơ:
- Bắt đầu từ mức nhiệt thấp trong dải khuyến nghị.
- Tăng hoặc giảm từng bước 5°C để kiểm tra kết quả.
- Thực hiện Temperature Tower Test nếu muốn tìm mức nhiệt tối ưu.
- Không sử dụng nhiệt độ cao hơn mức cần thiết.
Lưu ý: Nhiệt độ quá cao thường là nguyên nhân hàng đầu khiến PETG bị kéo tơ.
Travel Speed phù hợp
Mức thiết lập thường được khuyến nghị:
- Máy phổ thông: 120 – 150 mm/s
- Máy CoreXY tốc độ cao: 150 – 250 mm/s
- Máy tối ưu tốc độ: Theo giới hạn cơ khí của máy
Lợi ích của việc tăng Travel Speed:
- Giảm thời gian đầu in di chuyển giữa các chi tiết.
- Hạn chế lượng nhựa rò rỉ khỏi nozzle.
- Giảm nguy cơ hình thành sợi nhựa mỏng.
- Cải thiện chất lượng bề mặt sản phẩm.
Một số lưu ý khi tinh chỉnh PETG
- Luôn sấy PETG trước khi in nếu vật liệu đã mở bao lâu ngày.
- Kiểm tra nozzle định kỳ để tránh nhựa cháy bám đầu phun.
- Không thay đổi nhiều thông số cùng lúc.
- Mỗi lần chỉ nên điều chỉnh một thông số để dễ đánh giá kết quả.
- In mẫu test trước khi sản xuất hàng loạt.
- Bảo quản PETG trong hộp kín có hạt hút ẩm.
Mẹo Hạn Chế PETG Bị Kéo Tơ Ngay Từ Đầu
Dưới đây là những mẹo đơn giản giúp quá trình in ổn định hơn, giảm lỗi stringing:
Bảo quản nhựa đúng cách
Nếu bảo quản không đúng cách, sợi nhựa sẽ nhanh chóng xuống chất lượng và dễ phát sinh lỗi kéo tơ.
Để bảo quản PETG hiệu quả, bạn nên:
- Giữ filament trong túi hút chân không sau khi sử dụng.
- Bảo quản trong hộp kín có hạt hút ẩm.
- Hạn chế để cuộn nhựa tiếp xúc trực tiếp với không khí trong thời gian dài.
- Thay hạt hút ẩm định kỳ để duy trì hiệu quả.
- Bảo quản ở nơi khô ráo, tránh môi trường có độ ẩm cao.
Sấy nhựa trước khi in
Lợi ích của việc sấy PETG trước khi in:
- Giảm hiện tượng kéo tơ (Stringing).
- Giúp đường đùn nhựa ổn định hơn.
- Hạn chế bọt khí và tiếng lách tách khi in.
- Cải thiện độ mịn của bề mặt sản phẩm.
- Nâng cao độ ổn định trong các bản in dài.
Thông số sấy PETG thường được sử dụng:
- Nhiệt độ sấy: 60 – 70°C.
- Thời gian sấy: 4 – 6 giờ.
- Có thể sử dụng máy sấy filament hoặc tủ sấy chuyên dụng.
Nếu cuộn nhựa đã để ngoài môi trường nhiều ngày, nên sấy trước khi tiến hành in.

Câu Hỏi Thường Gặp Về PETG Bị Kéo Tơ
Dưới đây là những câu hỏi mà người dùng thường gặp khi xử lý hiện tượng PETG bị kéo tơ trong quá trình in 3D.
PETG có dễ kéo tơ hơn PLA không?
Thực tế, nhiều người dùng thường gặp trường hợp in PETG bị kéo tơ nhiều hơn so với PLA
Nguyên nhân là do:
- PETG được in ở nhiệt độ cao hơn PLA.
- Vật liệu có độ nhớt thấp hơn khi nóng chảy.
- Nhựa dễ tiếp tục chảy ra khỏi đầu phun trong quá trình di chuyển.
- PETG có xu hướng hút ẩm mạnh hơn PLA.
Sấy PETG bao lâu là đủ?
Thời gian sấy phụ thuộc vào mức độ hút ẩm của vật liệu và điều kiện bảo quản.
Thông số tham khảo phổ biến:
- Nhiệt độ sấy: 60 – 70°C.
- Thời gian sấy thông thường: 4 – 6 giờ.
- Với filament để lâu ngoài môi trường: 6 – 8 giờ hoặc lâu hơn.
Có nên tăng Retract thật cao để hết kéo tơ?
Mặc dù Retract giúp giảm hiện tượng kéo tơ, nhưng bạn không nên tăng quá mức bởi:
- Tăng nguy cơ tắc đầu phun.
- Gây mài mòn filament.
- Làm xuất hiện hiện tượng under-extrusion (thiếu nhựa).
- Tăng thời gian in không cần thiết.
- Giảm tuổi thọ cụm đùn nhựa.

Nhựa in 3D CUBIC3 với đường kính đều nhau, thành phần nguyên sinh giúp hạn chế tình trạng kéo tơ
PETG bị kéo tơ có phải do nhựa kém chất lượng?
Mặc dù chất lượng nhựa có thể là nguyên nhân gây hiện tượng kéo tơ tuy nhiên tình trạng này thường xuất phát từ:
- Nhiệt độ đầu phun quá cao.
- Cài đặt Retract chưa phù hợp.
- Filament bị hút ẩm.
- Travel Speed quá thấp.
- Nozzle bị bẩn hoặc mòn.
- Flow Rate chưa được tối ưu.
Tuy nhiên, với các dòng filament PETG chất lượng ổn định như PETG Cubic3D, hiện tượng kéo tơ thường dễ kiểm soát hơn nhờ:
- Đường kính sợi được sản xuất đồng đều.
- Thành phần vật liệu ổn định.
- Khả năng đùn nhựa nhất quán.
- Nhiệt độ nóng chảy được kiểm soát tốt.
Nếu đã tối ưu các thông số in nhưng vẫn gặp tình trạng kéo tơ, bạn có thể kiểm tra lại độ ẩm của filament hoặc cân nhắc sử dụng PETG Cubic3D để có trải nghiệm in ổn định và dễ tinh chỉnh hơn.






