KIẾN THỨC
Cách Chỉnh Nhiệt Độ PETG Filament Để Hạn Chế Kéo Sợi Khi In 3D Hiệu Quả
Nhiều người khi bắt đầu in PETG thường gặp tình trạng kéo sợi xuất hiện các sợi nhựa mỏng như tơ giữa các chi tiết, khiến bề mặt sản phẩm trông mất thẩm mỹ, đồng thời tốn thời gian xử lý sau in. Trong nhiều trường hợp, nếu nhiệt độ in chưa phù hợp hoặc nozzle quá nóng, PETG sẽ chảy liên tục trong lúc đầu in di chuyển, làm tăng hiện tượng kéo sợi. Vậy nhiệt độ PETG bao nhiêu là phù hợp? Hãy cùng tìm hiểu trong bài viết dưới đây.
Tại sao PETG lại dễ bị kéo sợi hơn so với vật liệu nhựa khác?
Đây là tình trạng xuất hiện các sợi nhựa mỏng như tơ nhện giữa những phần chi tiết không liền nhau trên mô hình in. Khi đầu nozzle di chuyển từ vị trí này sang vị trí khác, nhựa vẫn tiếp tục chảy ra ngoài dù không còn in trực tiếp lên bề mặt, từ đó tạo nên các sợi PETG dư bám quanh sản phẩm.
Dấu hiệu dễ nhận biết PETG bị kéo sợi
Bạn có thể dễ dàng nhận ra hiện tượng này thông qua một số dấu hiệu như:
- Xuất hiện các sợi nhựa mảnh giữa các khoảng trống của mô hình
- Bề mặt sản phẩm không sạch, mất tính thẩm mỹ
- Các góc nhỏ hoặc chi tiết rỗng có nhiều tơ nhựa bám vào
- Sau khi in cần mất thêm thời gian vệ sinh và xử lý lại sản phẩm
=> Tình trạng kéo sợi có thể xuất hiện ở nhiều loại vật liệu filament khác nhau.
Vì sao PETG dễ bị kéo sợi hơn PLA và ABS?
PETG có nhiệt độ in tương đối cao, thường dao động từ 230°C đến 250°C.
=> Khi nhiệt độ nozzle cao, nhựa sẽ mềm và chảy nhiều hơn trong lúc đầu in di chuyển. Đồng thời, PETG cũng có độ dẻo và độ bám dính cao hơn PLA, khiến vật liệu dễ tạo thành các sợi nhựa mảnh kéo dài giữa các chi tiết.
So với PLA, PETG ít giòn hơn nhưng lại bám rất chặt, vậy nên hiện tượng kéo tơ cũng xuất hiện thường xuyên hơn nếu chưa tối ưu nhiệt độ và retract phù hợp. Trong khi đó, ABS dù in ở nhiệt độ cao nhưng có tính chất chảy khác PETG nên thường ít stringing hơn trong một số trường hợp.
=> Ngoài ra, PETG còn có khả năng hút ẩm khá nhanh. Khi filament bị ẩm, hơi nước bên trong sẽ làm nhựa chảy không ổn định và tăng tình trạng kéo sợi trong quá trình in 3D.
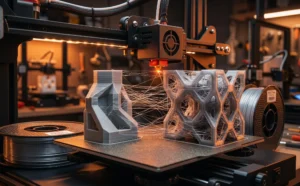
Nhựa in PETG dễ bị kéo sợi so với các loại vật liệu nhựa khác
Nhiệt độ nozzle ảnh hưởng đến hiện tượng kéo sợi như thế nào?
Khi in PETG filament, nhiệt độ đầu phun cũng ảnh hưởng rất lớn đến tình trạng kéo sợi. Mặc dù chỉ chênh lệch vài độ nhưng sẽ làm thay đổi đáng kể chất lượng bề mặt sản phẩm và lượng sợi nhựa xuất hiện trong quá trình in.
Nhiệt độ quá cao khiến PETG chảy liên tục
PETG thường được in ở mức nhiệt khá cao để đảm bảo mỗi lớp được bám tốt giúp sản phẩm đủ độ bền. Tuy nhiên, khi nhiệt độ đầu phun vượt quá mức phù hợp, nhựa sẽ lỏng và tiếp tục chảy ra ngay cả khi đầu in đang di chuyển đến vị trí khác.
=> Phần nhựa dư sẽ tạo thành các sợi mảnh kéo dài trên chi tiết trên mô hình, bạn sẽ thấy hiện tượng kéo sợi. Đây cũng là lý do nhiều người gặp tình trạng PETG bị kéo tơ dù đã cài đặc thông số in khác vẫn bình thường.
PETG có độ dẻo và độ bám cao hơn PLA
So với PLA, PETG có đặc tính dẻo hơn và độ bám dính cao hơn.
=> Giúp sản phẩm in có độ bền tốt, ít giòn cũng như chịu lực hiệu quả hơn. Nhưng chính đặc tính này cũng khiến PETG dễ tạo nên các sợi nhựa kéo dài khi đầu phun di chuyển.
Ngược lại, filament PLA thường đông cứng nhanh hơn sau khi được đùn ra khỏi đầu in, nên ít bị kéo sợi hơn. Vậy nên, việc chỉnh nhiệt độ petg filament để giảm kéo tơ khi in 3d từ từng mức sẽ phù hợp hơn nếu bạn là người mới bắt đầu.

Điều chỉnh nhiệt độ phun phù hợp sẽ giúp hạn chế kéo sợi
Mối liên hệ giữa nhiệt độ và hiện tượng kéo sợi
- Nhiệt độ cao sẽ làm PETG lỏng, từ đó càng dễ kéo sợi
- Ngược lại, với nhiệt độ thấp PETG sẽ ít chảy hơn => hạn chế tình trạng kéo sợi nhiều
Nhiệt độ in PETG bao nhiêu là phù hợp?
Thực tế, nhiệt độ in lý tưởng phụ thuộc nhiều vào chất lượng filament, cấu hình máy in 3D, tốc độ in sản phẩm.
Tuy nhiên, phần lớn PETG hiện nay thường hoạt động ổn định trong khoảng:
- Nhiệt độ đầu phun: 230°C – 250°C
- Bed: 70°C – 90°C
=> Đây là mức nhiệt phù hợp giúp PETG bám lớp tốt, hạn chế cong vênh và giữ độ bền ổn định cho sản phẩm.
Cách Chỉnh Nhiệt Độ PETG Filament Để Hạn Chế Kéo Sợi Khi In 3D Hiệu Quả
Giảm nhiệt từng bước nhỏ
Giảm nhiệt quá nhiều ngay từ đầu, có thể giúp nhựa PETG hạn chế bị kéo sợi nhưng sẽ làm các lớp in không bám vào nhau đều hoặc có thể khiến bề mặt bị thiếu nhựa. Vậy nên:
- Giảm khoảng 5°C sau mỗi lần test
- Quan sát sự thay đổi trên bề mặt sản phẩm
- So sánh mức độ stringing giữa các lần in
=> Khi chỉnh nhiệt độ PETG hạn chế kéo sợi, người dùng nên giảm nhiệt từng bước nhỏ thay vì giảm quá nhiều ngay từ đầu.
Tìm mức nhiệt ít kéo sợi thay vì nhiệt thấp nhất
Nhiều trường hợp cố giảm nhiệt thật thấp để loại bỏ hoàn toàn kéo sợi. Tuy nhiên, PETG vốn là vật liệu có độ bám và độ dẻo cao nên thường rất khó sạch các tơ hoàn toàn như PLA.
Thay vì tìm mức nhiệt thấp nhất, bạn hãy ưu tiên:
- Ít kéo sợi nhất
- Từng lớp nhựa vẫn đẹp
- Bề mặt ổn định
- Sản phẩm có đủ độ bền
Kết hợp tốc độ quạt phù hợp
- Nếu quạt quá thấp, PETG sẽ nguội chậm hơn sau khi được đùn ra khỏi nozzle. Điều này khiến nhựa giữ trạng thái mềm lâu hơn và dễ tạo thành các sợi mảnh khi đầu in di chuyển.
- Ngược lại, khi quạt quá mạnh sẽ khiến PETG nguội nhanh hơn bình thường. Làm các lớp layer bám không chắc chắn nên sẽ dễ bị tách lớp, giảm chất lượng sản phẩm sau khi in.
=> Việc kết hợp đúng nhiệt độ đầu phun và tốc độ quạt sẽ giúp PETG ổn định hơn, giảm kéo sợi hiệu quả mà vẫn giữ được chất lượng bề mặt đẹp.
Những nguyên nhân khác khiến PETG vẫn bị kéo sợi
Mặc dù đã giảm nhiệt độ nozzle nhưng PETG vẫn xuất hiện hiện tượng stringing. Điều này xảy ra vì kéo sợi không chỉ đến từ nhiệt độ in mà còn liên quan đến độ ẩm của filament, thông số retract và tốc độ di chuyển của đầu in.
=> Nếu chỉ tập trung chỉnh nhiệt mà bỏ qua các yếu tố này, PETG vẫn có thể kéo tơ khá nhiều, đặc biệt ở các chi tiết nhỏ hoặc mô hình có nhiều khoảng trống.
Filament PETG bị ẩm
PETG là loại vật liệu có khả năng hút ẩm tương đối nhanh khi tiếp xúc với không khí. Chỉ cần để filament ngoài môi trường trong vài ngày, đặc biệt ở nơi có độ ẩm cao, chất lượng in đã có thể bị ảnh hưởng rõ rệt.
Khi PETG hút ẩm, nước sẽ tồn tại bên trong sợi nhựa. Trong lúc in, nhiệt độ nozzle cao làm lượng hơi nước này bốc hơi liên tục, khiến dòng nhựa đùn ra không còn ổn định.
Filament PETG bị ẩm thường có một số dấu hiệu khá dễ nhận ra trong quá trình in:
- Xuất hiện tiếng tách tách hoặc tiếng nổ nhỏ khi nhựa đi qua đầu phun
- Bề mặt sản phẩm sần hoặc có lỗ nhỏ li ti
- Tơ nhựa xuất hiện nhiều hơn bình thường
- Đường nhựa đùn ra không đều
- Màu sắc và độ bóng của PETG giảm đi
- Chi tiết in dễ giòn hoặc kém ổn định hơn
Bạn sẽ cần phải sấy nhựa trước khi in nếu:
- Filament đã mở seal lâu ngày
- Khu vực đặt máy có độ ẩm cao
- PETG xuất hiện nhiều tơ kéo sợi bất thường
- Bề mặt in xuống chất lượng dù setting không đổi
Retract chưa đúng
Retract thấp:
- Nhựa không được kéo ngược đủ nhiều
- PETG vẫn tiếp tục chảy ra khỏi nozzle
- Các sợi tơ xuất hiện nhiều hơn
Retract cao:
- Tắc vòi phun
- Mòn filament
- Đứt dòng nhựa
- Các lớp nhựa không ổn định

Bạn nên chọn vật liệu PETG chất lượng để in 3D hạn chế kéo sợi
Travel speed quá chậm
- PETG sẽ có nhiều thời gian chảy dư hơn
- Các sợi nhựa mảnh dễ xuất hiện giữa các khoảng trống
- Stringing tăng rõ rệt ở các mô hình có nhiều chi tiết nhỏ
Setting PETG tham khảo để hạn chế kéo sợi
Nozzle temp
Nhiệt độ nozzle là yếu tố ảnh hưởng trực tiếp đến độ chảy của PETG filament.
=> Đối với người mới, mức khoảng 235°C – 240°C thường là lựa chọn an toàn để bắt đầu test PETG.
Bed temp
PETG cần nhiệt độ bed đủ ổn định để layer đầu bám chắc nhưng không quá nóng làm đáy sản phẩm bị mềm.
=> Nhiều người dùng PETG hiện nay thường bắt đầu ở khoảng 80°C để đảm bảo độ bám ổn định.
Fan speed
Thông thường, khoảng fan 30% – 40% là mức khá ổn định với nhiều loại PETG filament phổ biến hiện nay.
Travel speed
Travel speed là tốc độ đầu nozzle di chuyển khi không đùn nhựa.
=> Travel speed là giúp nozzle di chuyển đủ nhanh để hạn chế PETG rỉ nhựa trong lúc travel, nhưng vẫn đảm bảo máy vận hành ổn định.
PETG có thể hết kéo sợi hoàn toàn không?
Khác với PLA có xu hướng đông cứng nhanh và ít chảy dư hơn thì PETG thường giữ trạng thái mềm lâu hơn sau khi được đùn ra khỏi vòi phun.
=> Khiến vật liệu dễ tạo thành các sợi nhựa mảnh khi đầu in di chuyển qua các khoảng trống.
Nên ưu tiên PETG ổn định thay vì chỉ nhìn giá rẻ
Nhiều trường hợp người dùng cố chỉnh setting liên tục nhưng kết quả vẫn không ổn định vì filament thay đổi chất lượng giữa các lô sản xuất.
Do đó, khi in PETG thường xuyên, nên ưu tiên:
- Filament có độ ổn định cao
- Thương hiệu uy tín
- Đường kính chuẩn
- Đóng gói hút ẩm tốt
Một cuộn PETG ổn định không chỉ giúp giảm stringing mà còn:
- Giảm lỗi in
- Tiết kiệm thời gian test máy
- Mang lại chất lượng bề mặt đẹp hơn
Kết luận
Mỗi dòng filament, mỗi máy in 3D và mỗi tốc độ in khác nhau đều cần được test thực tế để tìm ra setting tối ưu nhất.
=> Thay vì sử dụng một thông số cố định, bạn nên test nhiệt độ theo từng mức nhỏ để xác định khoảng nhiệt phù hợp cho filament đang sử dụng.
Nếu bạn đang tìm kiếm PETG filament ổn định, dễ in và phù hợp cho nhiều nhu cầu in 3D thực tế
=> Cubic3 hiện đang cung cấp đa dạng dòng PETG filament với độ hoàn thiện cao, hỗ trợ tối ưu cho cả người mới bắt đầu lẫn người dùng in 3D chuyên nghiệp.